
枣 庄 市 启 航 机 械 制 造 有 限 公 司
ZaoZhuangShi Qihang Machinery Manufacture Co., Ltd
|
收件单位(Receives Company):
|
发件单位(Sends Company): 枣庄市启航机械制造有限公司 |
|
收件人( To ): |
发件人(From):孙启航 13173476661 |
|
传 真( Fax): |
传 真( Fax): |
|
电 话( Tel): |
电 话( Tel): |
|
页 数(Page): 共12页 |
日 期(Date): |
|
E-mail: |
E-mail: 337938949@qq.com |
|
关 于( Aout): 年产10万吨磷石膏粉生产线(蒸汽) |
|
工
艺
方
案
地址:枣庄市峄城区工业园区福兴中路188号
年产10万吨磷石膏粉生产线工艺方案
一、工艺要求:
1.1生产能力:≥6.9吨/小时β型建筑石膏粉。
磷石膏原料附着水:10-12%。
处理原料:10-11吨/小时。
1.2产品质量:按照《建筑石膏》国标(GB/T9776-2008)执行,满足石膏砂浆、石膏砌块等石膏建筑用品用粉要求。
1.3环保要求:符合国家环保要求(粉尘排放≤20mg/m3,无污水排放,无有害气体排放)。
1.4蒸汽条件:热电厂低压蒸汽1.2-1.5Mpa饱和蒸汽。
1.5蒸汽使用量:≥83吨/天(≥2.49万吨/每年)
二、工艺方案:
利用电厂低压蒸汽作为热源;采用预烘干、煅烧两步法工艺。
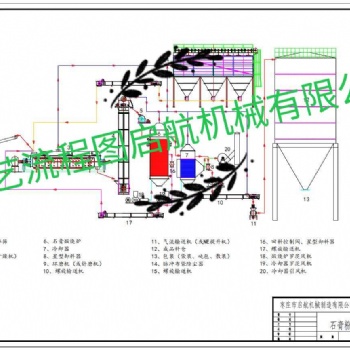
2.1工艺流程图:
2.2工艺顺序介绍:上料铲车将原料送入进料斗,进料斗配备振打电机和计量皮带机,计量皮带机会根据预先输入设计好的参数进行送料,误差不超过0.5吨/小时。磷石膏原料通过皮带输送机进入回转混合干燥机,回转混合干燥机适用于利用煅烧炉回料进行烘干。经过烘干后的原料通过提升机进入煅烧炉内煅烧,该煅烧炉采用流态化煅烧,**了煅烧的均匀性。煅烧后的半成品进入环磨机改性粉磨,再通过气流输送机进入成品仓。**包装机完成成品包装。生产过程中产生的粉尘由脉冲布袋除尘器集中进行处理,确保生产车间无粉尘排放。粉尘通过螺旋输送机输送机和提升机再次回到煅烧2.3.2预干燥系统:
预系统采用回转混合干燥机进行原料干燥。该机主要由W形壳体和两根桨叶轴及传动装置组成,中心轴上均匀排布叶片。该设备所需的烘干热源主要来自于煅烧炉内的石膏粉,通过精准的回料控制,160℃的石膏粉带来足够的热量。回转混合干燥机在旋转过程中,使湿原料与160℃的石膏粉充分混合,干燥效率非常高。另外上盖安装防冷凝加热管,也提高烘干效率。
概述如下:
分室石膏煅烧炉是一种应用流态化技术煅烧高含水率化学石膏的高效节能设备。FD—分室石膏煅烧炉以过热蒸汽作热源进入煅烧炉后,通过热交换,把热量传递给石膏,使二水石膏脱去部分结晶水变成半水石膏。
分室石膏煅烧炉为分室石膏煅烧装置,底部有活化风换热器和多孔板,在床层内装有大量加热管,管内加热介质为饱和蒸汽,热量通过管壁传递给管外处于流态化的石膏粉,使石膏粉脱水分解。在煅烧器上部,装有内置式高效旋风子,汽体离开流化床时夹带的粉尘大部分被这些装置捕收并重新返回至炉内,热湿气体则通过管道与预干燥工段的旋风分离器湿气汇合进入二次布袋收尘器。
项目所需热源全部为电厂饱和蒸汽,温度240℃左右,蒸汽压力1.5Mpa。由于项目靠近电厂,蒸汽利用较为方便,而且在使用蒸汽的过程中,无再次污染排放。在使用安全性方面,蒸汽管道配备了蒸汽压力表、多重手动蒸汽阀门和自动快速截止阀门,使用蒸汽的相关设备也经过试压,所用蒸汽压力均在设备耐压的安全范围内,蒸汽管道外层及设备外层采用硅酸铝和岩棉保温材料,**了工作人员的人身安全。
2.3.5除尘系统:
该生产线属于全封闭式运行模式,采用的脉冲布袋除尘工艺。
除尘器本体由钢结构框架、箱体、灰斗、滤袋和袋笼等组成。除尘效率可达99.99%。
其工作原理是含尘烟气由除尘器的进风均流装置进入上箱体,当滤袋上的粉尘越积越多,设备阻力达到限定的阻力值时,由清灰控制装置按清灰时间设定值自动关闭一室离线阀后,按设定时间程序打开电控脉冲阀,进行停风喷吹,利用气体瞬间喷吹使滤袋内压力剧增,将滤袋上的粉尘抖落在灰斗中,灰斗中的粉尘再由卸料器排出。排出后的高温粉尘通过传输设备再次进入预干燥系统。
综上所述,本项目在生产过程中热源使用电厂过热蒸汽,不会产生硫化物等有害气体。
生产中产生的烟尘气体,由旋风分离器和脉冲布袋除尘器共同处理,除尘效率高达99.99%,出口含尘量20mg/m3,国家大气排放标准。
2.3.6控制系统:
西门子Wincc-DCS组态中控系统,系统构成:
系统由工程师站、操作站-上位机(商用机或者工控机)、通讯-工业以太网交换机、控制站-西门子PLC(西门子S7-200-Smar
操作人员通过工控机可直观了解生产线各环节的实际运行情况,当有需要更改的参数,直接在操作界面更改即可。成功做到远程控制与本地控制,减小劳动强度,简化操作方法。
2.3.7输送、改性及储存:煅烧后的脱硫石膏经环磨机进行改性粉磨,后由气流输送进入成品仓。在此石膏粉储存3天以上,并得到陈化使产品的各项性能指标更趋稳定。2.3.8包装系统该生产线配备两套双嘴包装机,包装规格25~50kg/包,满足不同用户的使用需求。另外配有散装接口,可适用于散装罐车
三、生产线配置
1电力配置
|
装机总功率 |
0000.34kw |
|
实际使用功率 |
000kw |
|
电压要求 |
~380V/~220V |
|
频率要求 |
50Hz |
|
甲方应将主电源接至现场配电室内 |
|
2人力配置
|
序号 |
岗位 |
人/班 |
班/天 |
人/天 |
|
1 |
铲车司机 |
1 |
3 |
3 |
|
2 |
生产线控制 |
1 |
3 |
3 |
|
3 |
巡检、维修 |
1 |
3 |
3 |
|
总计 |
9人 |
|||
3生产用水
|
生产线耗用 |
无 |
|
设备冷却用水 |
2m3/小时,循环使用 |
|
生活用水 |
|
|
水压 |
约0.25Mpa |
|
水质 |
符合城市饮用水要求 |
|
生活用水由甲方布置。 |
|
4蒸汽配置
|
类型 |
饱和蒸汽 |
|
压力 |
1.2~1.5Mpa |
|
温度 |
≥240℃ |
|
使用量 |
生产1吨成品需约0.5吨蒸汽 |
|
蒸汽管道由甲方接至现场位置,并保留截止阀。 |
|
5压缩空气
|
生产用压缩空气 |
2.0m3/min |
|
车间除尘用压缩空气 |
2.0m3/min |
|
压力要求 |
0.5~0.7Mpa |
|
质量要求 |
无油、无水、无尘 |
6工作体制
|
工作日 |
300天/年 |
|
班 |
3班/天 |
|
工作时间 |
24小时/天 |
7生产车间
|
名称 |
建筑**小占地面积 |
层数 |
层高 |
|
生产车间 |
20X30米 |
1 |
12米 |
|
仓库 |
20X30米 |
1 |
6米 |
|
配电室 |
4X6 |
1 |
3.0米 |
|
基础及车间建设由甲方负责。 |
|||
四、年产5万吨脱硫石膏粉生产线设备明细表
|
系统 名称 |
序号 |
设备名称 |
型号规格 |
数量 |
单位 |
总功 率kw |
|
上料 系统 |
1. |
振打电机 |
HB振动电机 |
|
台 |
0.74 |
|
2. |
上料斗 |
2X4米 |
|
台 |
0 |
|
|
3. |
皮带秤 |
0.8X4.5米 |
|
台 |
3 |
|
|
4. |
皮带输送机 |
0.7X8米 |
|
台 |
3 |
|
|
5. |
永磁除铁器 |
300X500 |
|
|||
|
|
套 |
30 |
||||
|
7. |
蒸汽管道、阀门、压力表、温度计等 |
DN200、DN150、DN25 |
|
套 |
0 |
|
|
8. |
手动插板阀 |
300*300 |
1 |
个 |
0 |
|
|
9. |
外壳保温 |
硅酸铝 |
1 |
套 |
0 |
|
|
煅烧 系统 |
10. |
煅烧炉提升机 |
NE-50 16米 |
|
台 |
5.5 |
|
11. |
打散机 |
QH-800 |
|
|||
|
|
个 |
0 |
||||
|
13. |
星型卸料器 |
300*300 |
1 |
台 |
1.5 |
|
|
14. |
脱硫石膏煅烧炉 |
RS-2.1X2.4X8.3 |
|
套 |
0 |
|
|
15. |
煅烧炉罗茨风机 |
SHSR-200-1 |
|
|||
|
台 |
0 |
|||||
|
17. |
蒸汽储气罐 |
0.5m3 |
|
台 |
0 |
|
|
18. |
温度检测 |
热电偶 |
|
个 |
0 |
|
|
19. |
外壳保温 |
硅酸铝 |
|
套 |
0 |
|
|
20. |
回料阀 |
RS-159 |
1 |
个 |
0 |
|
|
除尘 系统 |
21. |
脉冲布袋除尘器 |
PPC-96-4 |
1 |
套 |
2 |
|
22. |
除尘引风机 |
Y5-47-No12.5C Y280S |
|
台 |
30 |
|
|
23. |
螺旋输送机 |
LS-300 5米 |
1 |
台 |
3 |
|
|
24. |
仓顶除尘器 |
DMC-36 |
2 |
|||
|
套 |
15 |
|||||
|
26. |
空气储气罐 |
1m3 |
1 |
台 |
0 |
|
|
27. |
外壳保温 |
硅酸铝 |
1 |
套 |
0 |
|
|
粉磨 系统 |
28. |
环磨机 |
70型 |
1 |
套 |
37 |
|
29. |
手动插板阀 |
300*300 |
1 |
台 |
0 |
|
|
30. |
星型卸料器 |
300*300 |
|
|||
|
套 |
3 |
|||||
|
32. |
气流输送 |
RS-ql50 |
1 |
套 |
18.5 |
|
|
贮存 系统 |
33. |
料位计 |
射频导纳300m |
4 |
台 |
0.1 |
|
34. |
成品仓 |
500m3 |
2 |
|||
|
套 |
3 |
|||||
|
36. |
电缆及信号线 |
国标 |
1 |
套 |
0 |
|
|
包装 系统 |
37. |
双嘴包装机 |
RS-50F |
2 |
套 |
15 |
|
38. |
包装机控制系统 |
单片机 |
|
套 |
0.5 |
|
|
|
39. |
|
|
|
|
238.34 |
五、本套设备的特点
1、工作原理
FD多室煅烧炉的工作原理是:煅烧炉本身采用多道加热管,通过蒸汽进口阀把过热蒸汽送入加热管,再把热量传递给石膏粉,做到整体有机结合,采用低温慢烧的原理,更好的利用沸腾炉的自身优点,得到质量稳定可靠的石膏粉。
2、质量稳定
石膏粉在不同的温度下分段充分脱水,能得到均匀稳定的产品,主体换热部分采用优质的特种耐热钢管,可确保换热机体的换热效率及高效的使用寿命。更大程度上改善了气、固两相的传热传质效率。
3、结构简单,不易损坏
由于物体实现了流态化,设备没有转动部分,炉体本身结构简单多了,不但制造方便,后面也没有维修量。加热管选用特种钢材焊接,通过试压,又采用低温生产,提高了设备的寿命。
六、石膏粉生产线建设具体操作
1、构件范围:从原料送料到成品包装,其中间的设备由 保修期1年,易损件除外。
2、不含部分:
(1)厂房的建设,地面硬化等土建工程。
(2)变压器、配电室和动力铲车。
(3)厂区、车间照明设施。
(4)室内外排水、消防和化验设备。
(5)成品仓建设。
3、原料要求:脱硫石膏原料要求二水硫酸钙含量90%以上,含水量小于15%。
4、产品质量:符合GB/T9776-2008《建筑石膏》**品的要求。
(1)主要相成分:
半水石膏的含量:≧85%;二水石膏的含量:<5%;可溶性无水石膏含量:<5%
(2)凝固时间
初凝时间:3-8min可调;终凝时间:5-15min可调;标稠:66%-75%可调
(3)2小时抗折强度:≧2.5-3.0 MPa
5
(3)生产日期和安装期生产日期为100天。
|
